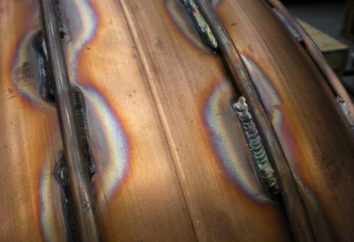
Ultradźwiękowe spawanie metali jest procesem, w którym uzyskuje się trwałe połączenie na fazie stałej. Młodocianych (tworzenie części, które są utworzone w połączeniu), a kontakt między nimi występuje pod wpływem specjalnego narzędzia. Zapewnia on łączny efekt zmiennego względne przemieszczenie stycznym o małej amplitudzie i ściskającą siłę normalną na obrabianym przedmiocie. Rozważmy obok szczegółów co stanowi ultradźwiękową technikę spawania. 
związek mechanizm
Przemieszczenia małej amplitudzie występują między częściami na częstotliwości ultradźwiękowej. Ze względu na swoje mikroskopijne nierówności na powierzchni elementów narażonych na odkształcenia plastycznego. Wraz z tym strefa sprzęgania usuwany z zanieczyszczeń. Ultradźwiękowe drgania mechaniczne przekazywane są do części zgrzewającej narzędzia z zewnątrz formy wstępnej. Cały proces jest zorganizowany w taki sposób, aby zapobiec ślizganiu się narzędzia i wsparcie na powierzchniach części. W trakcie przechodzenia przez drgania przedmiotu obrabianego następuje rozpraszanie energii. Uzyskuje się to w wyniku tarcia pomiędzy powierzchniami zewnętrznymi na początkowym etapie spawania i wewnętrznego tarcia w materiale, umieszczoną pomiędzy podłożem i narzędziem formującym, po części wiązania. W połączeniu ze wzrostem temperatury, co ułatwia odkształcenie.
Specyficzne zachowanie materiału
Styczny ruch pomiędzy częściami i napięcia, które są spowodowane przez nich i działają razem z kompresją siły uszczelniającej, zapewniają intensywny miejscowe odkształcenie plastyczne w małych ilościach w warstwach powierzchniowych. Cały proces towarzyszy szlifowania mechanicznego i ewakuacji folii tlenków i innych zanieczyszczeń. Zgrzewanie ultradźwiękowe pozwala na zmniejszenie granicy plastyczności, co ułatwia odkształcenie plastyczne. 
Opis procesu
zgrzewanie ultradźwiękowe ułatwia warunki niezbędne do połączenia. Osiąga się to poprzez mechaniczne wibracje przetwornika. Z uwagi na energię drgań są złożone naprężenia ścinające, ściskanie i napięcia. odkształcenie plastyczne zachodzi przekroczeniem granic sprężystości materiałów. Preparat na stabilne zapewnia zwiększenie powierzchni styku z bezpośrednio po tlenków powierzchniowych ewakuacji, organiczne i zaadsorbowano filmy.
Zastosowanie ultradźwięków
USG jest powszechnie stosowany w dziedzinie naukowej. Dzięki niemu naukowcy badają szereg właściwości fizycznych substancji i zjawisk. W przemyśle, USG służy do odtłuszczania i czyszczenia wyrobów z twardych materiałów. Ponadto, zmiany pozytywnie na krystalizowanie się topi. USG zapewnia im odgazowanie i mielenia ziarna, zwiększenie właściwości mechanicznych materiałów odlewanych. Wahania promować usunięcie naprężeń. Są one również szeroko stosowane w celu zwiększenia szybkości powolnych reakcji chemicznych. zgrzewanie ultradźwiękowe mogą być wykorzystywane do różnych celów. Wibracje mogą być źródłem energii do tworzenia połączeń szwów i punktowych. Po wystawieniu na łaźni ultradźwiękowej spawania podczas krystalizacji ulepszone właściwości mechaniczne mielenie związku, ze względu na strukturę spawania i intensywne usuwanie gazów. Ze względu na fakt, że wibracje są aktywnie usunąć brud, sztuczne i naturalne film może łączyć elementy, utlenionych, lakierowane itp .. powierzchni. USG może zmniejszyć lub wyeliminować naprężenia szczątkowe występujące podczas spawania. Na uwagę oscylacji można ustabilizować strukturę składników złożonych. To z kolei pomaga zapobiegać prawdopodobieństwo spontanicznego deformacji strukturalnej później. zgrzewanie ultradźwiękowe jest coraz szerzej stosowane w ostatnich latach. Wynika to z niewątpliwych zalety tego sposobu w porównaniu do związku i zimny sposobami kontaktowymi. Zwłaszcza ultradźwiękowe drgania są często stosowane w mikroelektronice.  Obiecującym kierunek jest zgrzewanie ultradźwiękowe tworzyw sztucznych. Niektóre z nich nie może być podłączony do jakiejkolwiek innej metody. W instalacjach przemysłowych, że obecnie odbywa się spawanie ultradźwiękowe cienkościennych profili aluminiowych folii, drutu. Szczególnie skutecznym sposobem na ten związek produktów z wielu materiałów. Ultradźwiękowy spawanie aluminium jest wykorzystywane w produkcji urządzeń gospodarstwa domowego. Metoda ta jest skuteczna, gdy materiały arkuszy forniru (nikiel, stopy miedzi). Ultradźwiękowego zgrzewania tworzywa sztucznego jest stosowany do wytwarzania elementów optycznych i mechaniki precyzyjnej. Obecnie stworzyliśmy i wdrożone do produkcji maszyn do łączenia różnych elementów układu. Urządzenia wyposażone są w urządzeniach automatycznych, przez co znacznie zwiększa produktywność.
Obiecującym kierunek jest zgrzewanie ultradźwiękowe tworzyw sztucznych. Niektóre z nich nie może być podłączony do jakiejkolwiek innej metody. W instalacjach przemysłowych, że obecnie odbywa się spawanie ultradźwiękowe cienkościennych profili aluminiowych folii, drutu. Szczególnie skutecznym sposobem na ten związek produktów z wielu materiałów. Ultradźwiękowy spawanie aluminium jest wykorzystywane w produkcji urządzeń gospodarstwa domowego. Metoda ta jest skuteczna, gdy materiały arkuszy forniru (nikiel, stopy miedzi). Ultradźwiękowego zgrzewania tworzywa sztucznego jest stosowany do wytwarzania elementów optycznych i mechaniki precyzyjnej. Obecnie stworzyliśmy i wdrożone do produkcji maszyn do łączenia różnych elementów układu. Urządzenia wyposażone są w urządzeniach automatycznych, przez co znacznie zwiększa produktywność.
USG moc
Ultradźwiękowego zgrzewania tworzywa sztucznego zapewnia trwałe połączenie ze względu na połączone działanie wysokiej częstotliwości drgań mechanicznych oraz stosunkowo niewielkimi siłami ściskającymi. Metoda ta ma wiele do czynienia z metodą na zimno. Ultradźwięki mocy, która może być transmitowana za pośrednictwem zależeć będzie od fizycznych właściwości tych ostatnich. W przypadku przekroczenia wytrzymałości w strefach ściskania, materiał stały jest zniszczona. W podobnych sytuacjach w cieczach Kawitacja ma miejsce, któremu towarzyszy pojawienie się drobnych pęcherzyków, a następnie ich trzaskanie. Na ostatnim procesie lokalne ciśnienie powstać. Zjawisko to jest wykorzystywane do zbierania i przetwarzania produktów.
węzły urządzeń
Ultradźwiękowego zgrzewania tworzyw sztucznych odbywa się za pomocą specjalnych maszyn. Następujące składniki obecne w nich są:
- Zasilanie.
- Oscylacyjny system mechaniczny.
- Urządzenia kontroli.
- Napęd ciśnienie.
Układ oscylujący jest wykorzystywany do konwersji mocy elektrycznej w energię mechaniczną w celu późniejszego przekazywania ich do części wspólnej, jego stężenie i uzyskać wymaganą szybkość nadajnik wartości. Ten węzeł zawiera:
- Elektromechaniczne uzwojeń Converter. Jest on umieszczony w metalowej obudowie i jest chłodzony wodą.
- Transformatorowe drgań sprężystych.
- Spawanie końcówki.
- Prop mechanizm ciśnienia.
systemy mocowania za pomocą przepony. Promieniowanie ultradźwiękowe występuje tylko w czasie spawania. Proces odbywa się pod wpływem drgań, nacisk wywierany pod kątem prostym do powierzchni, a efekt cieplny. 
Możliwości zastosowania metody
zgrzewanie ultradźwiękowe jest najbardziej skuteczny dla surowców tworzyw sztucznych. Wyroby z miedzi, niklu, złota, srebra, i tak dalej. Może być połączone ze sobą oraz z innymi produktami maloplastichnyh. Wraz ze wzrostem twardości ultradźwiękowy spawalność pogarsza się. Skutecznie połączone za pomocą ultradźwiękowego wyrobów ogniotrwałych, wolframu, niobu, cyrkonu, tantalu, molibdenu. Zgrzewanie ultradźwiękowe polimerów jest uważany za stosunkowo nowa metoda. Produkty takie mogą być również połączone ze sobą i z innymi stałymi składnikami. Jeśli chodzi o metal, mogą być połączone ze szkłem, półprzewodniki, ceramika. Może wiązać wstępnej i dzięki pośredniej. Na przykład, produkty stalowe są spawane ze sobą poprzez tworzywa aluminiowego. Ze względu na krótki czas pobytu w wysokiej temperaturze uzyskuje się wysokiej jakości związek produktów niepodobnych. Właściwości surowca jest z niewielkimi zmianami. Brak zanieczyszczeń – jedną z zalet posiadanych przez zgrzewanie ultradźwiękowe. Zagrożenia dla ludzi są również nieobecny. Podczas łączenia korzystne warunki higieniczne. Telekomunikacyjne różnią jednorodność chemiczną.
Funkcje połączeń
spawanie metalu prowadzi się z reguły okrążenie znaczy. To dodaje różnych elementów konstrukcyjnych. Zgrzewanie można przeprowadzić punktów (jeden lub więcej) albo nici ciągłej pętli. W pewnych przypadkach, koniec preformy preformy jest wykonana z drutu łącznikowy T ze swej płaszczyźnie. Można wykonać ultradźwiękowe spawanie różnych materiałów w tym samym czasie (pakiet). 
Grubość części
Jest ona ograniczona do górnego limitu. Przez zwiększenie grubości materiału wykroju należy stosować większe amplitudy drgań. Będzie to zrekompensować utratę energii. Zwiększenie amplitudy, z kolei, jest możliwe do pewnego limitu. Ograniczenia związane z prawdopodobieństwem wystąpienia pęknięć zmęczeniowych, duże wgniecenia z instrumentu. W takich przypadkach konieczne jest, aby ocenić, jak odpowiedni jest zgrzewanie ultradźwiękowe. W praktyce, sposób stosuje się do grubości 3 artykułów 4 … … 05 mikronów do 1 mm. Spawanie może być stosowany do części o średnicy 0,01 … 05 mm. Grubość drugiego produktu może być znacznie większa niż w pierwszym.
potencjalne problemy
Przy stosowaniu metody spawania ultradźwiękowego, należy rozważyć prawdopodobieństwo zniszczenia zmęczeniowego istniejących związków w produktach. Podczas procesu zamówień może rozwijać się względem siebie. Jak wspomniano powyżej, materiał na powierzchni narzędzia są wgniecenia. Samo urządzenie charakteryzuje się ograniczoną żywotność ze względu na obniżenie jego powierzchni roboczej. W niektórych miejscach materiał produkt jest przyspawany do przyrządu. Prowadzi to do noszenia urządzenia. Naprawa sprzętu towarzyszy szereg trudności. Są one związane z faktem, że samo narzędzie działa jako element nie składanie pojedynczego węzła projektowanie, konfigurację i wymiary, które są przeznaczone właśnie do częstotliwości roboczej.
Produkty Przygotowanie i ustawienia trybu
Przed wykonaniem ultradźwiękowy spawanie skomplikowanych środków części powierzchni nie jest konieczne do przeprowadzenia. Jeżeli jest to pożądane w celu zwiększenia stabilności jakości połączenia. Aby to zrobić, wskazane jest, aby tylko produkt odtłuścić rozpuszczalnikiem. Do związków metali ciągliwych uznawanych za optymalne cyklu z czasem opóźnienia impulsów względem ultradźwięków nośnych. Przy stosunkowo dużej twardości produktu wskazane jest, aby poczekać niewielką ogrzewania przed włączeniem ultradźwiękowych. 
Schemat spawania
Ich są kilka. diagramy ultradźwiękowe narzędzia spawalnicze różnią się huśtawki znakowych. Mogą być skręcanie, zginanie, podłużna. Ponadto, obwód odróżnić w zależności od położenia przestrzennego urządzenia w stosunku do powierzchni obrabianego przedmiotu, jak również sposobu transmisji sił ściskających na strukturalne cechy produktu i elementu nośnego. Do kształtowego, przykłady na zginanie i podłużne drgania szwem używany punkt wiązania. Ekspozycja ultradźwiękowe może być połączony z lokalną grzejne impulsowej części oddzielonej od źródła ciepła. W tym przypadku jest to możliwe, aby osiągnąć szereg korzyści. Przede wszystkim, można zmniejszyć amplitudę drgań, a także siłę i czas ich podjęcia. Właściwości energii impulsu cieplnego i okresu nakładania z ustawą ultradźwięków jako dodatkowe parametry procesu.
efekt ciepła
Zgrzewanie ultradźwiękowe towarzyszy wzrost temperatury w części połączenia. Występowanie ciepła spowodował pojawienie tarcia na powierzchniach stykających się z produktami, a także odkształceń plastycznych. Są one w rzeczywistości, wraz z utworzeniem spoiny. Temperatura w części stykowej będzie zależeć od parametrów wytrzymałościowych. Najważniejszym z nich jest stopień twardości materiału. Ponadto, istotne znaczenie właściwości termofizycznych: Przewodność cieplna i pojemność cieplna. Na poziomie temperatury wpływa wybrane warunki spawania. Jak pokazuje praktyka, pojawiając się efekt termiczny nie działa jako warunku rozstrzygającego. To dlatego, że maksymalna siła osiąga w produktach związków zanim temperatura wzrasta do poziomu progowego. Zmniejszenie czasu trwania transmisji drgań ultradźwiękowych może być wstępnie ogrzany prowadzenia części. Będzie również zwiększyć siłę wiązania. 
wniosek
zgrzewanie ultradźwiękowe jest obecnie w niektórych gałęziach przemysłu jest niezbędnym metoda łączenia części. Zwłaszcza ta metoda jest powszechne w mikroelektronice. USG pozwala na podłączenie różnych tworzyw sztucznych i materiałów stałych. Obecnie aktywnie prowadzone prace badawcze nad poprawą narzędzi i technologii spawalniczych.



Latest posts


Javascript regularne przykłady ekspresyjne, sprawdź wyrażeń regularnych



Licznik ciepła woda z czujnikiem temperatury oraz jego zalet





Jak zrobić trellises dla powojników
ogrodnictwo
